
Захадная ўтулка H31/500 H31/530 H31/560

Прынцып пераходнай ўтулкі
Прынцып адаптарнай гільзы адносіцца да метаду, пры якім пэўны зазор утвараецца паміж нарыхтоўкай і гільзай шляхам размяшчэння нарыхтоўкі ва ўтулку адпаведнага памеру пры апрацоўцы, а знешняя паверхня ўтулкі выкарыстоўваецца ў якасці эталона забяспечыць дакладнасць памераў нарыхтоўкі.
Асноўная ідэя прынцыпу адаптарнай гільзы заключаецца ў выкарыстанні вонкавай паверхні гільзы ў якасці апорнай плоскасці, каб гарантаваць, што дэталь не выклікае адхіленняў памераў з-за дэфармацыі матэрыялу або памылак апрацоўкі падчас апрацоўкі. У працэсе апрацоўкі нарыхтоўка ўстаўляецца ва ўтулку, і знешняя паверхня ўтулкі рухаецца адносна фрэзы або іншых апрацоўчых інструментаў, і паміж нарыхтоўкай і ўтулкай утвараецца пэўны зазор, так што пры апрацоўцы у працэсе апрацоўкі дэталь будзе аўтаматычна абрэзана ў адпаведнасці з формай гільзы, каб забяспечыць дакладнасць памераў апрацоўкі дэталі.
Дзякуючы прынцыпу адаптарнай гільзы можна эфектыўна гарантаваць дакладнасць памераў загатоўкі, павысіць эфектыўнасць апрацоўкі і знізіць кошт апрацоўкі. Аднак у практычных прымяненнях для забеспячэння эфектыўнасці прынцыпу адаптарнай гільзы неабходна ўлічваць такія фактары, як выбар памеру гільзы і тэрмічная дэфармацыя ў працэсе апрацоўкі. У той жа час у асаблівых выпадках унутраная паверхня гільзы таксама можа быць выкарыстана ў якасці эталона для рэалізацыі прынцыпу адаптарнай гільзы.
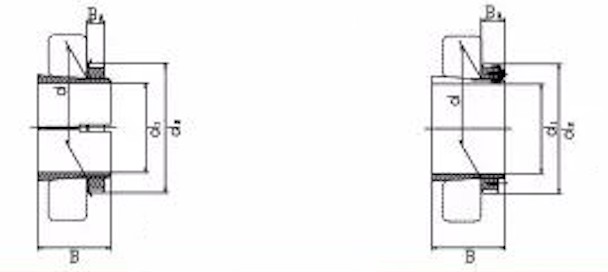
| Абазначэнні | Гранічныя памеры | Адпаведныя падшыпнікі | вага | |||||
| d | d1 | B | d2 | B3 | Сферычны ролікавы падшыпнік | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231 800 тыс | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




